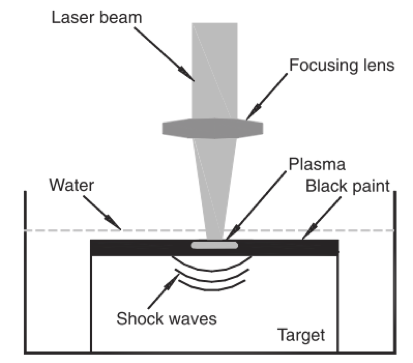
Laser shock peening (LSP) is a surface treatment process that is performed to improve the fatigue life of components. In this process by applying a pulse of laser energy and shock wave propagation in the component, a compressive residual stress field in the metal piece is created (Figure below). The main task of LSP is creating compressive residual stress and strain due to surface hardening that can improve the mechanical properties such as resistance to fatigue and corrosion of the metal parts. Residual stress distribution in the piece depends on the production and propagation of the shock wave and its interaction with the part. LSP process parameters include the magnitude of the maximum plasma pressure caused by the laser pulse, laser pulse width, number of impact at each point, and the overlap of different shots. This is important to note that improper combination of these parameters may lead to substantial tensile residual stress that is detrimental to the mechanical performance of the component.
|
| Schematic of LSP process |
Two projects have been defined on LSP process in Laser & Optics Lab:
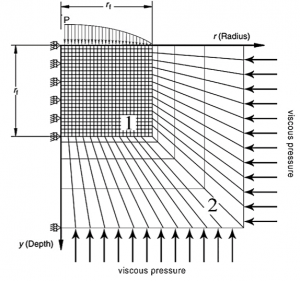
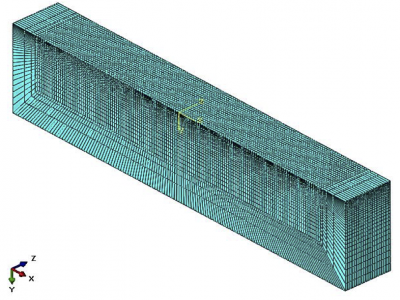
- Finite element simulation of the LSP process: 2D and 3D models was defined to predict the LSP process of Ti6Al4V alloy. The models were validated by experiments. The effect of each process parameters on the properties of the residual stress field was studied carefully by applying a design of experiment method. These properties included maximum compressive residual stress and its depth, depth of compressive residual stress field, maximum compressive residual stress on the surface, amount of residual stress in the center of collision area, the maximum tensile stress and its depth.
|
|
| 2D Model | 3D Model |
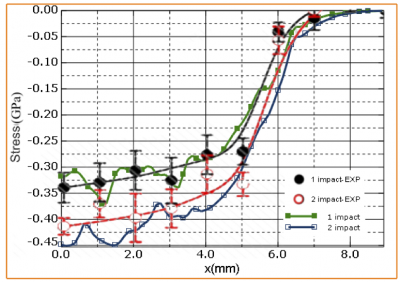
The results showed that the laser pulse width had opposite effects on the maximum compressive residual stress and the depth of compressive residual stress fields in which are the two important characteristics of LSP treatment. Although an increase in the laser pulse width led to a reduction in compressive residual stress, its depth increased with laser pulse width increasing. The optimal results for LSP of titanium alloy Ti-6Al-4V occurred with selection of maximum pressure between 5.6 GPa to 7 GPa and laser pulse width between 5 ns to 10 ns. Increasing the number of shots at each location also could enhance the depth of the residual stress. In addition, the effect of the overlap of spots, including the overlap percentages of 30%, 50% and 70% was investigated. The results showed that by increasing the beam overlap the compressive residual stresses was increased and residual stresses on the surface were more uniform. Studying the effects of different patterns of linear, spiral inward, and spiral outward showed that the spiral inward pattern created the most magnitude of compressive residual stress, while the pattern of treatment had no effect on the depth of compressive residual stress.
|
| Residual stress at the surface in LSP process with 40% overlap and comparison with experiments |
|
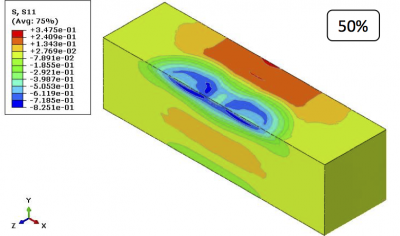
| Results for residual stress with 50% overlap |
This study has been done by Hamid Reza Safian.
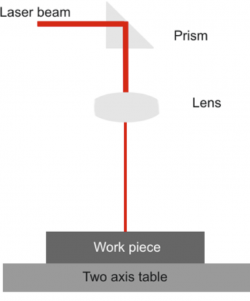
2. Experimental study on LSP process of Ti6Al4V and Al-6061-T6: The schematic of the experimental setup is shown in Figure below. The test samples were put on the 2-axis table and treated with laser shots. For the Al alloy, roughness, hardness, and residual stress measurements were performed. For the Ti alloy, in addition to the mentioned measurements, fatigue test was also performed.
|
| Schematic of the experimental setup |
|
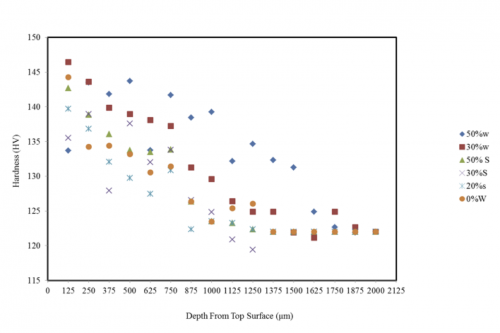
| Hardness measurments results of Al-6061-T6 |
|
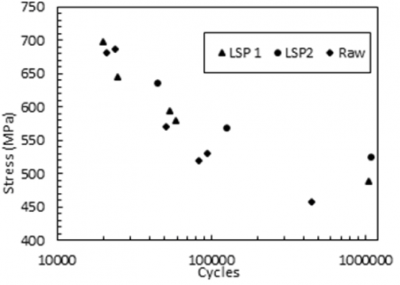
| Fatigue test results of Ti6Al4V |
This study has been done by Arman Salimian.